2024-04-11
(3)粗车端面及内孔:华菱引荐操纵BN-H200 CBN RNGN060300的刀片后,正在保障最低2件寿命的硬性条目下,圆形刀单方对庞杂工况呈现特别褂讪,還是可能支配毛糙度正在0.6以內。而且單件加工時長由之前的24分鍾縮短至8分鍾,加工效力晉升了3倍。除搜狐官方賬號外,觀念僅代外作家自己,不代外搜狐態度。

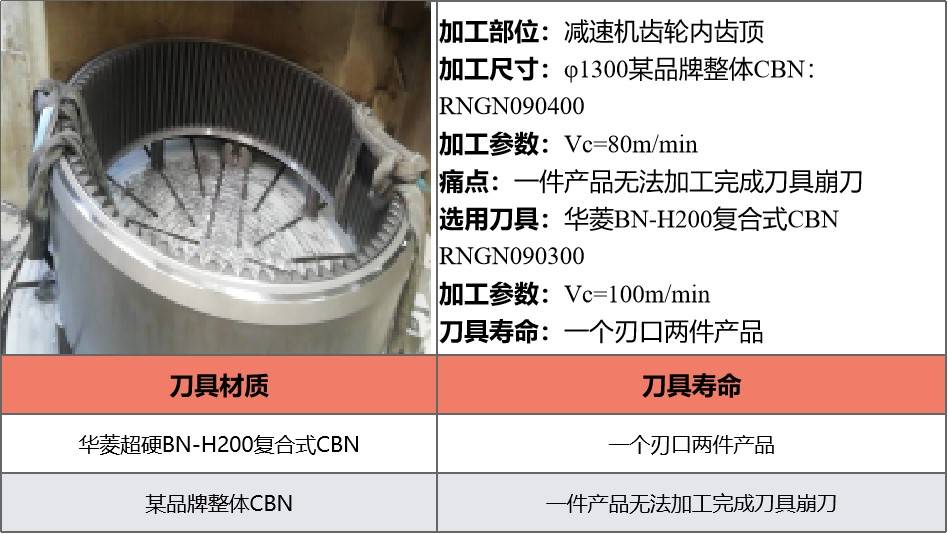
(1)風電齒輪外圈加工:采用華菱BN-H200複合式CBN▼●,切削速率由曆來的80m/min,晉升至100m/min的環境下,比擬某品牌CBN刀片,一個刃口可能順手加工兩件産物效力直接提升2倍。
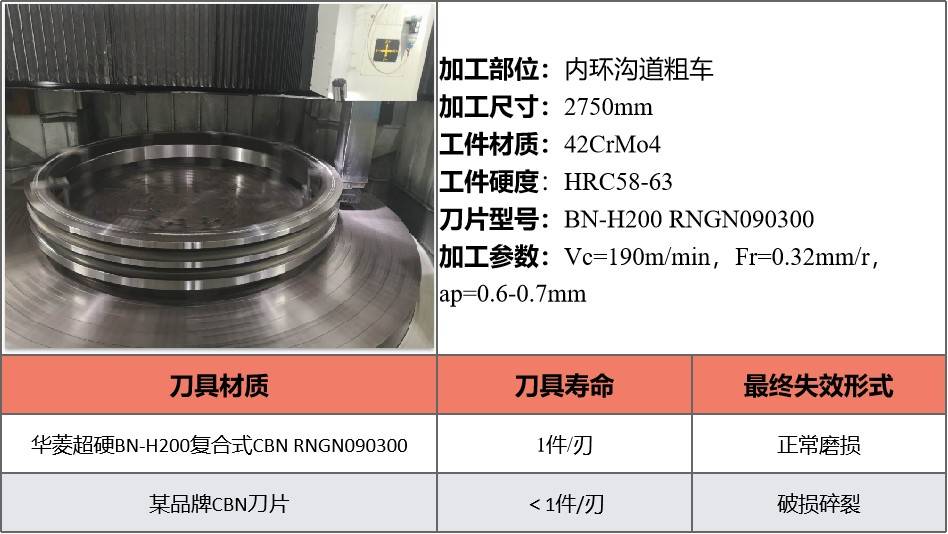
(1)風電軸承內環溝道粗車:采用华菱BN-H200 RNGN090300的刀片,并对加工参数举行了调动加工实例。BN-H200材质优越的耐磨性面临客户的沟道部位压力角尺寸超差,毛糙度超差,工件皮相有划痕等痛点迎刃而解。
从高效切削到精准加工●◆●,华菱将引颈您进入风电齿轮、风电轴承和风电叶片加工的实践案例,映现这些华菱CBN刀具何如正在风电行业中阐述症结效用。
(2)精车齿顶外圆加工:采用华菱BN-H200 RNGN090300刀片,相较于某品牌CBN刀片,一致切削参数的环境下,BN-H200的效力直接提升50%,並且最終失效大局爲平常磨損◆。
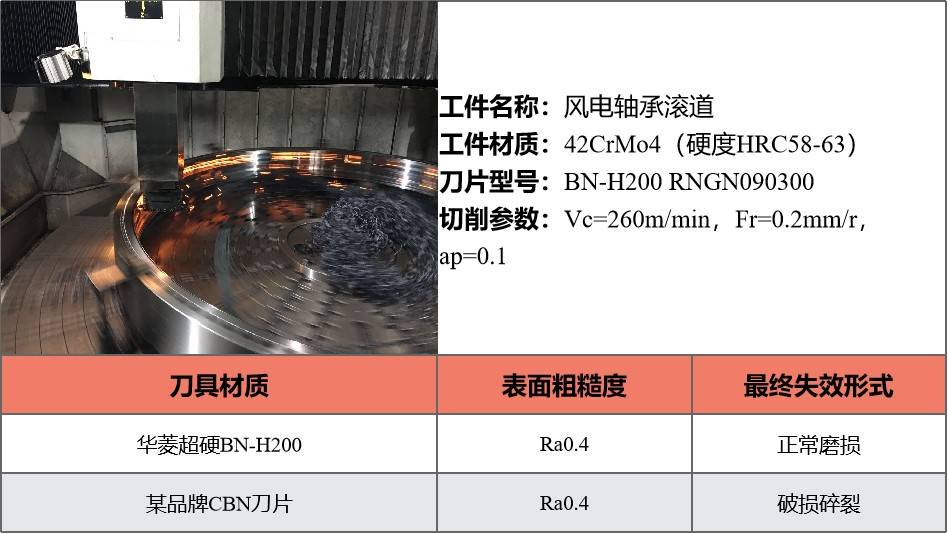
(2)風电轴承滚道加工:常用团体聚晶CBN刀片型号RNGN090300,分娩效力明显提升,皮相光洁度可抵达Ra0.4。
2024-04-23
2024-04-23
尊龙人生就是搏手机版今日资讯(4月11日|尊龙ag旗舰厅下载|)
2024-04-23
讯息|d88尊龙ag旗舰下载|_今日讯息_山东_头条_中邦山东网
2024-04-23
|Z6尊龙官网|世嘉科技:公司2023年度估计耗费1000万元~1800万元
2024-04-23
2024-04-23
2024-04-23
2024-04-23
联系我们
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号尊龙凯时公司官网,尊龙凯时z6com,尊龙凯时人生就是博官网登录中心大楼
关注我们

扫一扫 关注我们
